Although the initial goals from the triumvirate of Intel/Samsung and TSMC called for a 450mm pilot line to be ready in 2012 [link], it does look like things are finally getting off the ground.
Intel, GlobalFoundries, IBM, TSMC, Samsung create 450mm initiative
New York State has entered into agreements for $4.4 billion in investments over the next 5 years from Intel, IBM, GlobalFoundries, TSMC, and Samsung to create a 450mm consortium and manufacturing center there. Reportedly this will create close to 7000 jobs, 2500 of which would be high-tech. (Hopefully these reported job numbers are more realistic than what have been reported recently for "green jobs" and jobs created from the "stimulus.")
The facilities will be located in CNSE (College for Nanoscale and Science Engineering) "Albany NanoTech," CNSE’s Smart System Technology & Commercialization Center in Canandaigua, SUNY-Utica, and IBM sites in East Fishkill and Yorktown Heights. New York State will invest $400 million in CNSE in Albany over a 5-year period.
The joint 450mm project will focus on transforming existing 300mm technology into the new 450mm technology. These technology developments "may facilitate the possibility of building a 450mm production line in New York state."
SEMATECH
Since 2006, the SEMATECH ISMI organization has been looking at the early stages of the 450mm transition, including developing standards for the wafers, automation, and getting agreement on the development of the 450mm processing tools. Last year, the entire ISMI organization moved to Albany, from Austin, and the state of New York invested an estimated $300 million in the 450mm program at ISMI. Intel headed up the ISMI 450mm program, and has been on point for many of the negotiations with the tool suppliers.
The announcement of the Global 450 Consortium consolidates the 450mm effort into one consortium, with access to the new CNSE Fab West building now under construction at the CNSE campus.
TSMC 450mm announcements
Earlier in the year, TSMC reported that the problems with 450mm were not technical but rather economic [link]. Recently TSMC reiterated that a pilot line at Fab 12 Phase VI starting with 20nm process technology, would be timed around 2013/2014, and a production line set for Fab 15 following around 2015/2016 [link]. "The timing for the Albany 450mm line and the TSMC line […] will coincide with each other, or be very close," the company claims.
Intel 450mm announcements
In late 2010 Intel announced that as par of a $6B-$8B investment, it was upgrading several US facilities with the ability to handle 450mm wafers. The Hillsboro, OR facility D1X is scheduled for 2013.
Intel says it will make the Albany site its "450mm East Coast headquarters," implying their D1X fab on the West Coast, which was "built with 450mm in mind," could be beyond an initial pilot-line.
IMEC announces 450mm
Not to be outdone, IMEC’s president/CEO Luc van den Hove laid out a timeline that begins in 2012 with 450mm wafer tool and metrology testing, 450mm process development between about 2013 and 2015, and advanced production starting in about 2016.
Van den Hove proposed the early work covering early metrology, process elements, wafer characterizations of stain, uniformity, and performance will be done in IMEC’s present 300mm wafer fab which is 450mm compatible. Phase Two which will require full process flow will require its own clean room which will probably require a significant extension of the existing pilot wafer fab at IMEC’s Leuven site. He said IMEC was looking at various options to accomplish that since construction would be required to begin prior to 2015.
Where does this leave Micron?
Mark Durcan, president/COO of Micron, is on record as saying that they are not a big proponent for 450mm saying that Micron would have to ”re-tool” the entire company to move to 450mm. He indicated that 450mm would have to prove a "2.5Ã?? cost advantage over 300mm" [link].
Following the NY consortium announcement, Micron quickly announced an expansion of its Boise Idaho R&D center with plans to make the facility "450mm-compatible." [link]
Where is End Game?
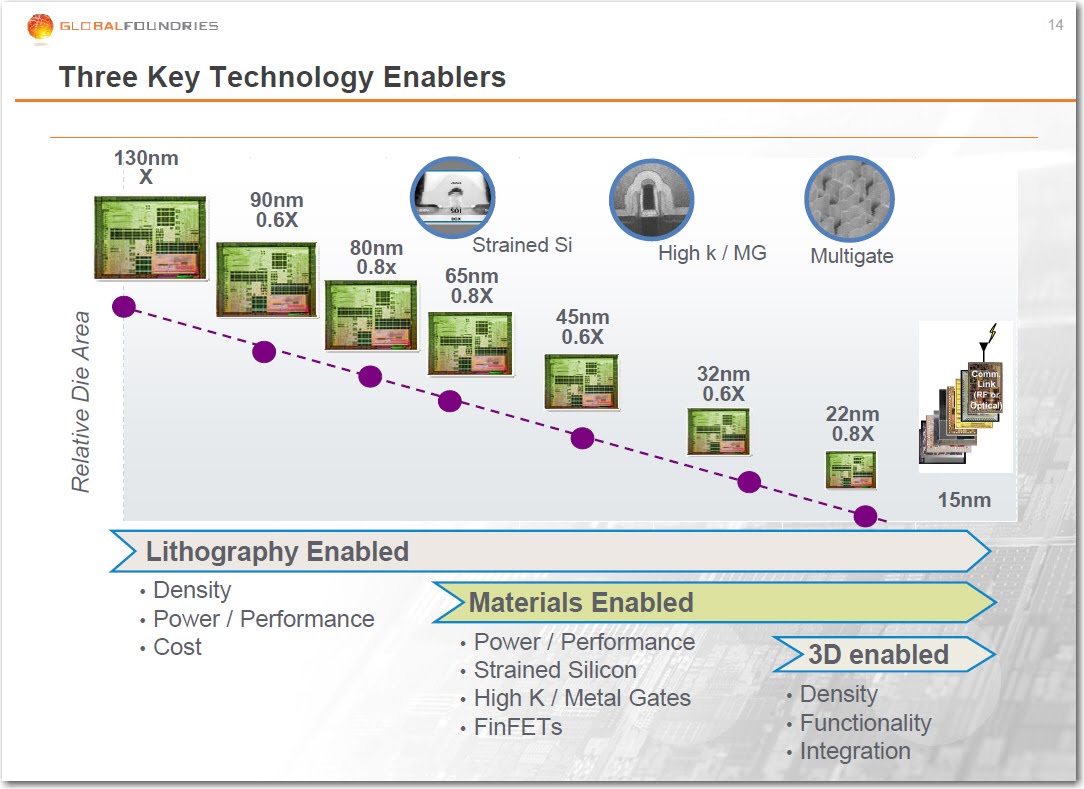
According to roadmaps, the 2015 450mm pilot lines coincide with what is expected to be the 10nm node, and 2017-2019 could be 7nm or less. As we have stated before, it is unclear to IFTLE how many players will have the financial or technical wherewithal to continue to proceed with scaling technology to these levels.
Having said that, it certainly looks like 450mm is moving forward for those with the financial capability. So those of us involved in the packaging segment of the industry should begin looking at what will be necessary to move packaging technology to 450mm.
For all the latest on 3D IC Integration and advanced packaging stay linked to IFTLE……..