TI’s Mark Gerber, a key player in bringing up their Cu pillar technology at Amkor addressed 3D packaging technology for next generation devices. Mark broke out current FC interconnect technologies into the following 4 categories indicating that fine pitch gold stud bumping was confined mainly to Japan.
(Click on any of the images below to enlarge them)

Sung-Il Cho of Samsung’s test and package center looked at Samsung’s Packaging Roadmap. He offered the following categorization for their DRAM, Flash and system LSI chips…
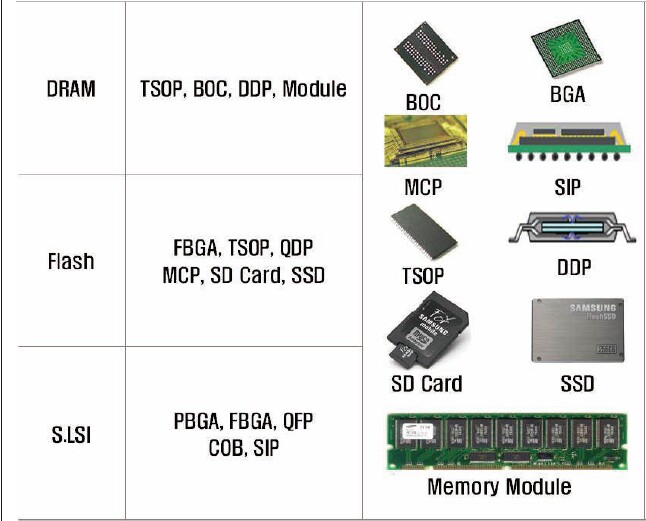
…and the following roadmap for flash technology development for solid state drives. Consistent with their corporate policy of holding new technology information "close to the vest" their inputs on 3D packaging with TSV were either ITRS roadmap slides or Yole roadmaps that have been published on these IFTLE pages before.

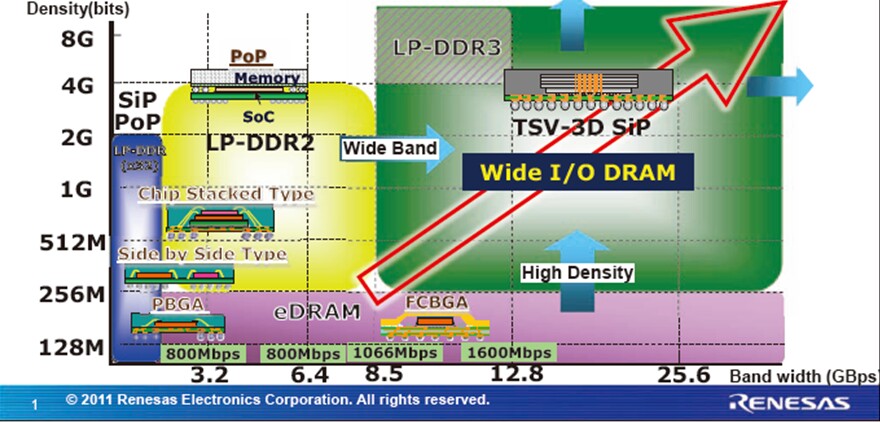
Keiichirou Kata of Renesas Advanced Package Development Dept. addresses their packaging roadmaps. He sees the major developing areas as FC BGAs, WLP and what he calls 3D Jisso (3D IC integration). Their FC technology roadmap is driven by desire for tighter pitches.

28 nm node chips will see a move to 108 um pitch and copper pillar bumps by the end of 2012.

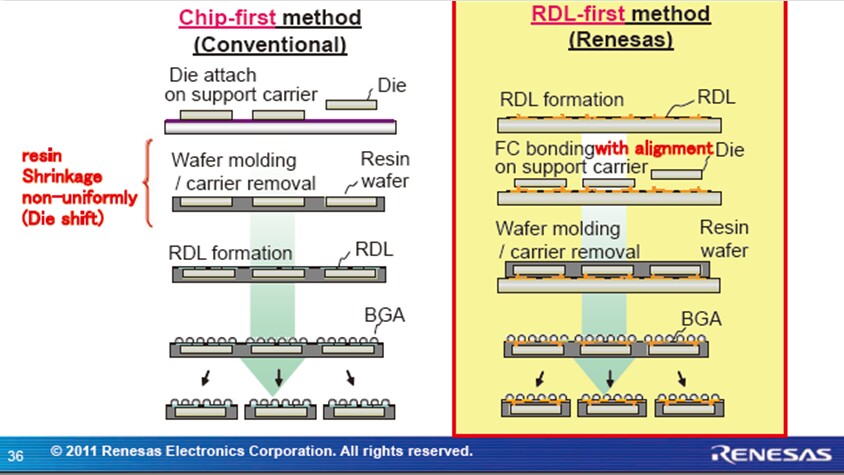
Their proposed fan out WLP is an RDL first technology which they contend eliminates the issues of chip movement due to mold compound shrinkage.
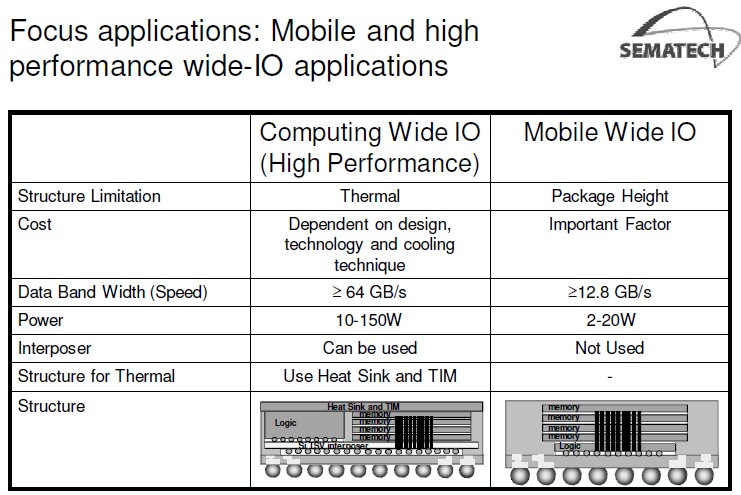
They are moving to wide IO DRAM standards for low power DDR3 and beyond.
Ryoji Matsushima from Toshiba’s Memory Packaging Engineering Dept. discussed equipment materials and processing issues for thin memory packages. High memory capacity, high memory access speed and thinner packages all point towards memory stacking with TSV.

Technical issues with thin packages are shown on the slide below.

In Memorium: Jackki Morris Joyner

This past week I was attending the IMAPS Device Packaging Conference in Ft McDowell AZ (coverage coming in a few weeks). Those of you who are long time readers of IFTLE know I am there every year and strongly support this IMAPS conference. In the end, what separates societies is people not content. Part of what makes IMAPS great to work with has been Jackki Morris, or as we knew her post marriage Jackie Morris Joyner. When she first told us of the impending marriage and that she was becoming Jackki Joyner we all teased her asking her to run around the buildng for us ( for our non US friends this is the name of a famous US Olympic runner) and she laughed along with us. Jackki was the kind of person who made your life better for having talked to her on the phone or corresponded by email. Everyone asks "how’s it going" but she meant it. She genuinely cared about people… you just could tell.
The last time I talked with Jackki she was working the IMAPS table with her husband Cliff Monday night. When she saw me she gave me a hug and she turned on her computer and showed me pictures I had sent her of my grandaughters a few years ago. She had pages and pages of pictures of all the friends she had made through IMAPS because she just was that way. We shared funny stories of past conferences and laughed before I let her get back to work.
The next morning she was noticeably missing and Exec Dir Michael O’Donoghue revealed to several of us that Jackki had become quite ill during the night. By the time she made the hospital her heart had stopped several times and she was in intensive care with Cliff by her side. This cast a pall over the rest of the meeting and she remained in intensive are as we all left the meeting to go home. By the time I arrived home Friday she had passed away. The world is truly worse off today because this caring, loving person is gone.
Our prayers are with Cliff and her family
Anybody here seen my old friend Jackki
Can you tell me where she’s gone
She cared and shared with a lot of people
But it seems the good they die young
I just turned around and she’s gone